
加工能力の限界を
熱拡散接合で超える
Overcoming the limits of machining capability
through diffusion bonding.
トップ精工は、アルミナやSiSiC複合材等のセラミックス、モリブデン・ニッケル等の金属、石英ガラスの熱拡散接合を得意とし、半導体、エネルギー、航空宇宙・天文をはじめとする最先端技術領域の発展に貢献しています。祖業である難削材の超精密加工ノウハウと組み合わせることで、これまで実現が難しかった形状を達成し、お客様のイノベーションの迅速化に資するソリューションを。その思いを胸に、日々挑戦を重ねています。

こんなお悩みありませんか?
-
一体ものでは加工不可能な
微細・複雑形状を実現したい -
ロウ材や接着剤の使用による
汚染リスクを回避したい -
超高温やプラズマなどの
過酷な環境下でも、耐性を維持させたい -
従来の接合方法では精度や強度を
維持できず、困っている -
次世代製品の部材開発を
構想段階からサポートしてほしい -
セラミックスや高融点金属の
加工に詳しいパートナーを探している
トップ精工は熱拡散接合に
精通したパートナーとして
お客様の開発や技術的な課題解決を
サポートします。

トップ精工が
大切にしていること
素材調達から拡散接合の後工程まで一貫。
だから、スピード・精度ともに圧倒的
お客様からよく伺うことは、セラミックスや高融点金属の熱拡散接合技術を採用する上で、さまざまな業者と協働する難しさ。素材の調達から切削加工、拡散接合、検査まで、各分野で高い専門性を持つ業者は多く存在します。しかし、それぞれが自社の対応範囲内で役割を果たすため、「部分最適」となってしまうことも。また、分断された各業者間の連携・調整は容易ではありません。その点、トップ精工は素材調達・切削加工・熱拡散接合・検査の一貫工程を自社に保有しているため、難易度の高い案件も高精度かつスピーディに対応することが可能。単なる部品サプライヤーではなくパートナーとして、プロジェクトの初動から伴走できることが、多くの企業様に評価されています。




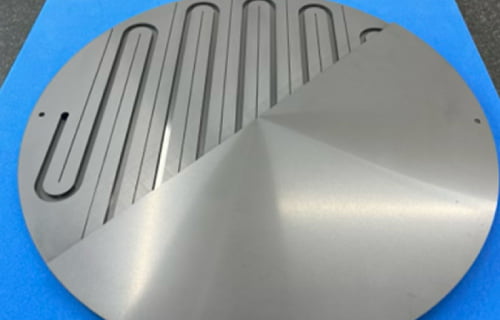
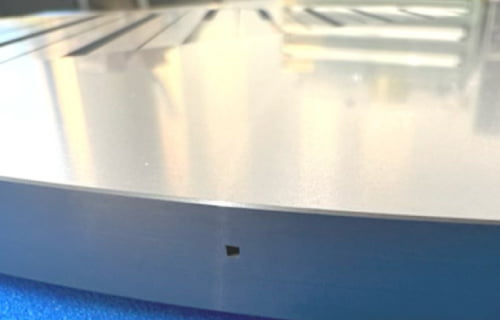
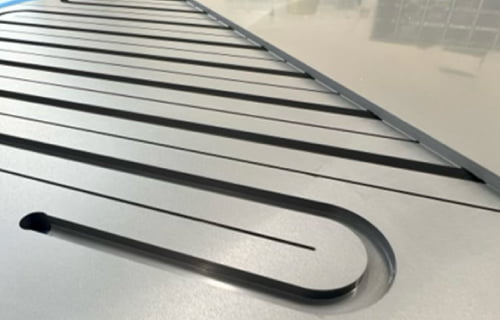
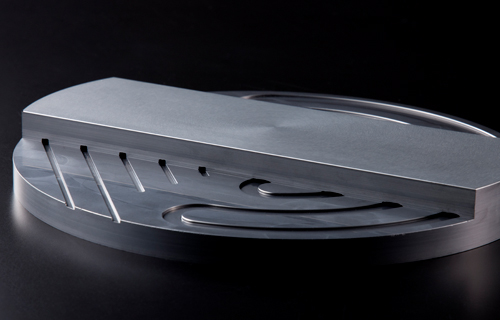
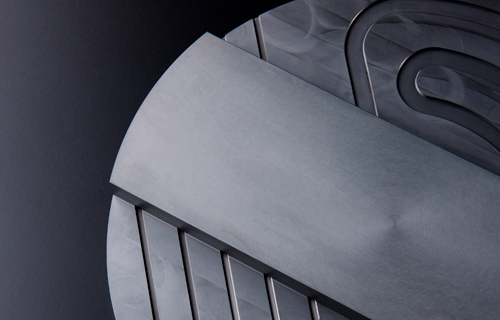
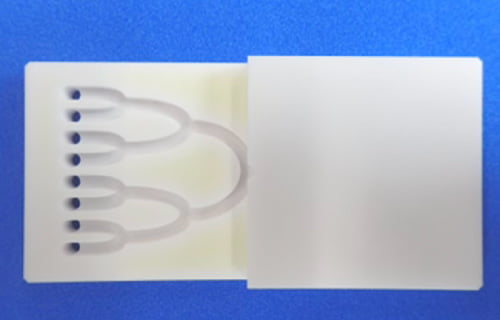
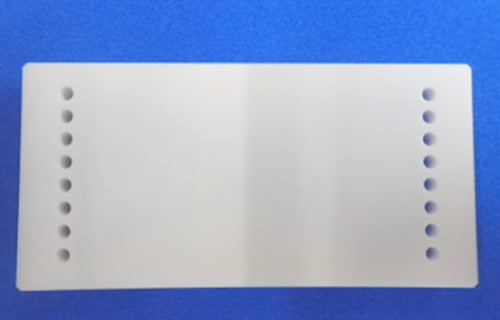
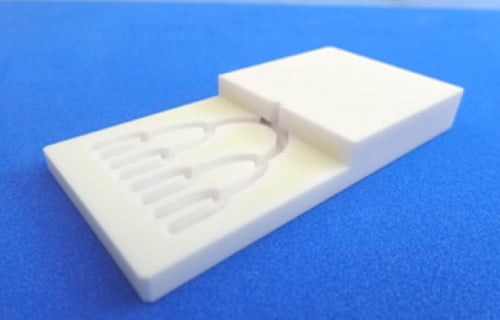
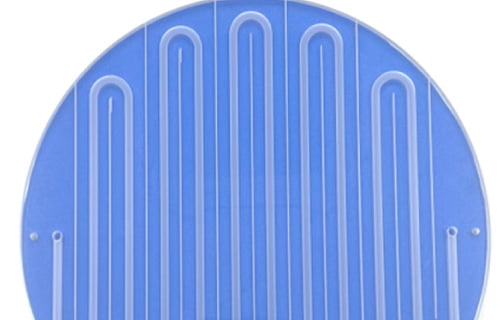
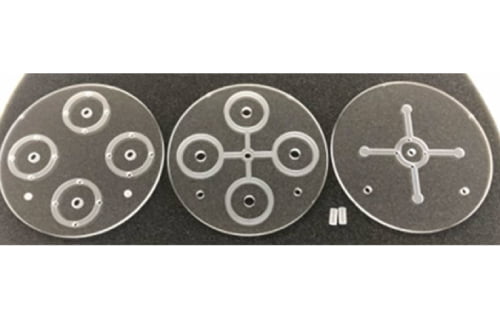
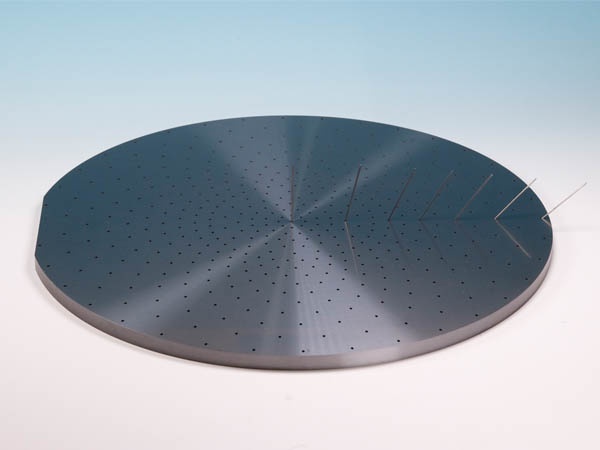
熱拡散接合の事例
ニッケル
Φ310、3枚接合 内部流路、拡散
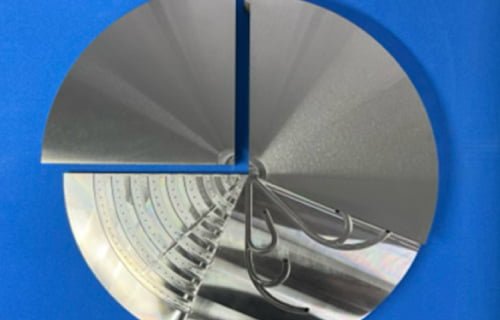
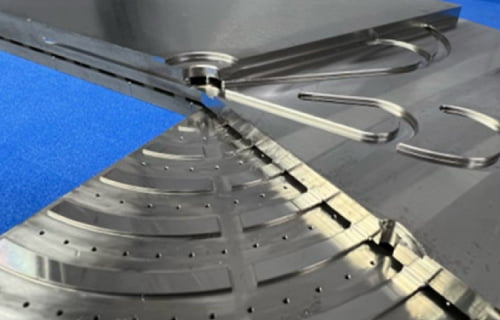
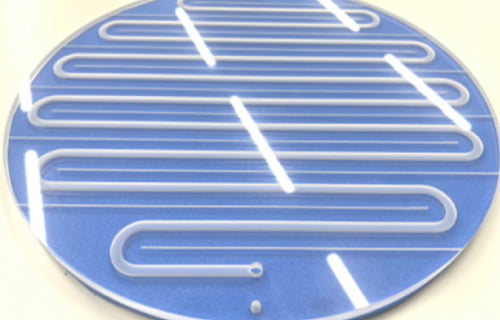
SiSiC素材
Φ300、3枚接合 冷却溝、側面穴の形成

SiSiC素材
Φ390、2枚接合 内部流路、側面穴 ※内部流路Heリーク測定結果 6.0×10-¹²Pa・m3/sec 以下(目標値達成)
SiC素材
φ180、2枚接合、内部流路、細溝の形成

アルミナ
50×100、2枚接合 内部流路
石英ガラス
Φ390、2枚接合 内部流路、側面穴

モリブデン
Φ270、2枚接合 内部流路 ※内部流路Heリーク測定結果 5.0×10-¹¹Pa・m3/sec 以下(目標値達成)



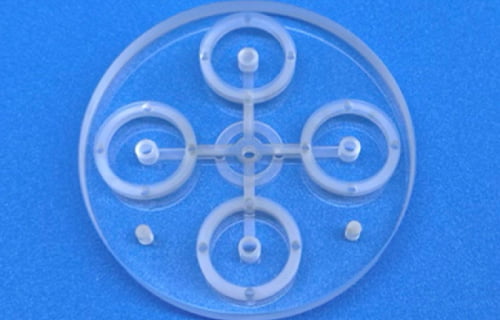
石英
Φ96、3枚接合 内部2流路
対応範囲
- 素材
- 接合実績あり:モリブデン、ニッケル、石英ガラス、 SiC、 SiSiC、アルミナ、窒化アルミ、柱状晶シリコン
※同種素材同士の接合です。
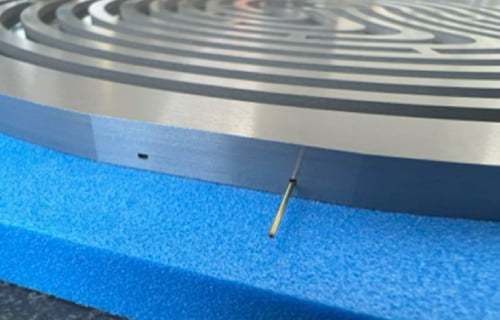
※上記以外のセラミックス、金属素材についても接合技術を開発中です。 - Heリーク
目標値 - 1.0×10-⁹[Pa・m3/sec]以下、上記接合実績の素材において、テストピースにて達成しています。
(Heリークディテクター導入済み、1.0×10-¹¹[Pa・m3/sec]台まで測定可能)
熱拡散接合のメリット
幅広い産業分野に革新をもたらす可能性
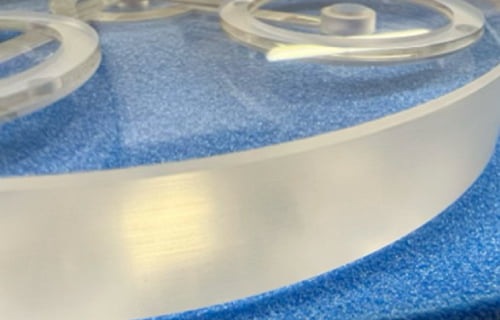
熱拡散接合は固相接合の一種で、同種素材同士または異種素材同士を強固に接合する技術(※当社では同一素材の接合のみに対応)。接着剤を用いたり、溶解したりせず、母材同士を原子レベルで一体化させるため、接合後は科学的に極めて高い安定性・強度を得ることができます。
熱拡散接合技術を用いた部品は、高温・高電圧・真空・プラズマなど過酷な環境下での使用においても信頼性を発揮し、半導体やエネルギー、航空宇宙・天文、医療をはじめ、幅広い産業分野に革新をもたらす可能性があります。
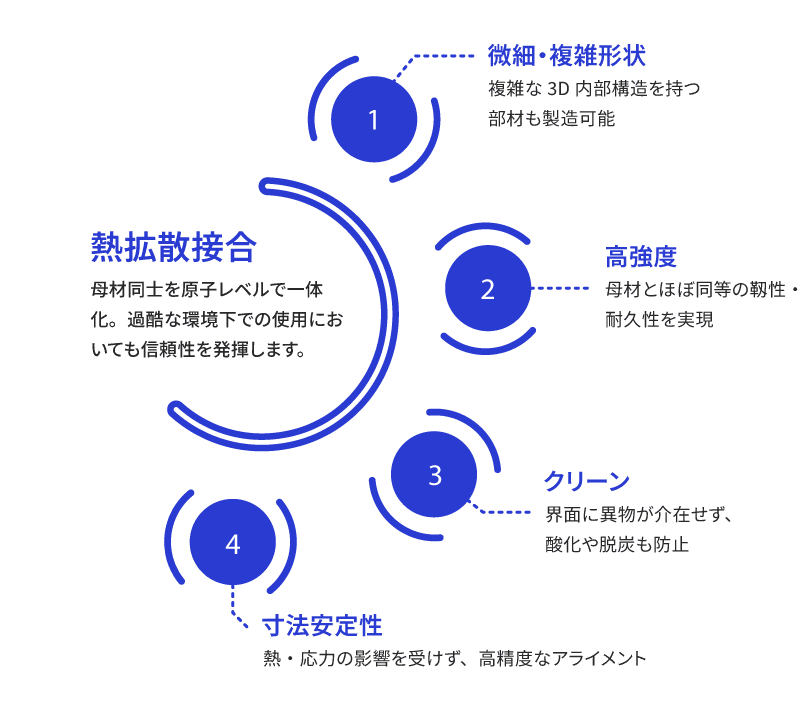
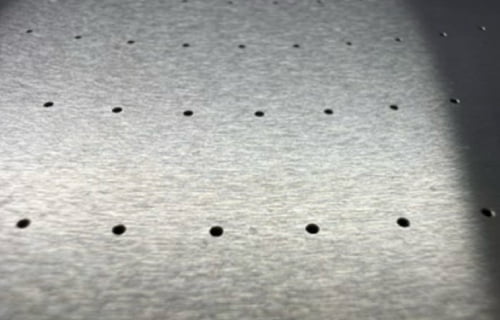
- 微細・
複雑形状 - セラミックスや高融点金属の超精密加工において独自の技術・ノウハウを持つトップ精工では、細部加工を先行して完了し、その後、構造を接合します。そのため、機械加工だけでは実現が難しい複雑な3D内部構造(マイクロチャンネル、メッシュ積層など)を持つ部材の製造も達成することが可能です。
- 高強度
- 熱拡散接合では接着剤やロウ材といった異物を介さず、接合界面に物理的・化学的な不連続部が存在しません。母材同士が原子レベルで結合するため、非常に高い接合強度を実現し、母材とほぼ同等の靱性・耐久性が得られます。
- クリーン
- ロウ付けや接着、溶接では接合界面にどうしても不純物が残りやすく、耐腐食性や耐熱性などの観点から適用が困難となる場合があります。これに対して熱拡散接合では界面に接着剤、ロウ材が介在しません。さらに真空中で圧着させるため、酸化や脱炭も抑えられ、界面の清浄度が高い状態で維持されます。
- 寸法安定性
- 溶接では、母材の接合部を溶かす過程で熱による変形が生じ、寸法精度の低下を招く原因となることがあります。しかし、熱拡散接合の場合は母材の融点以下の温度で接合を行うため、熱・応力の影響を大きく受けることがなく、接合後のアライメント精度を高く、安定的に保つことができます。
トップ精工の強み
熱拡散接合の専門チームと
充実設備
私たちは熱拡散接合に特化した専門チームと設備を持ち、常に最新で活きた技術を探究し続けています。蓄積したその技術を用いて、お客様のイノベーション創出が最短距離で達成できるよう尽力します。

加工技術だけでなく
素材からトータルサポート
アルミナやSiSiC複合材等のセラミックス、モリブデンをはじめとする高融点金属、石英ガラスの在庫を多数保有。調達リードタイムの大幅な短縮が叶うとともに、お客様の用途に適した素材選定のご提案が可能です。

前工程の精密加工にも
豊富な知見・ノウハウ
熱拡散接合では前工程として、接合面の平坦化や、必要に応じた細部の形状加工を行わなければなりません。トップ精工はその工程も自社で賄えるため、より高精度・高効率化を突き詰めることができます。






トップ精工の熱拡散技術を活用したイノベーション創出に興味を持たれた方は
お気軽にお問い合わせください。